2022-03-29
表面粗糙度指的是表面微观轮廓基本特点。在机械加工、薄膜制备、微纳机电系统、光学精密加工等领域中,表面粗糙度是评价产品性能的重要指标之一。表面粗糙度与加工零部件的摩擦磨损性能、耐腐蚀性能、结合密封性、抗疲劳能力等存在必然联系,进而对零件和制造设备的稳定性和可靠性产生重要影响。表面粗糙度也是开展功能结构部件微观表面形貌评价与表征的重要参数。那么如何精准的表面粗糙度检测呢?别着急先跟立仪科技小编先看看光谱共焦的原理
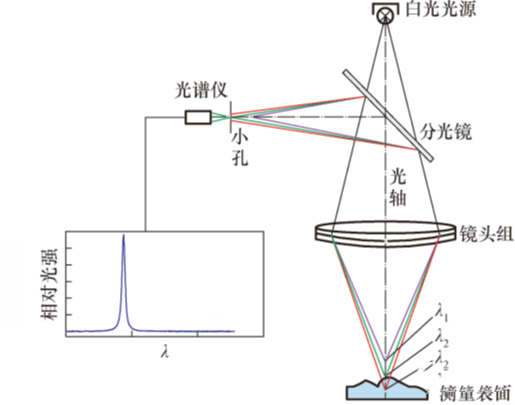
光谱共焦位移传感原理图
通过特殊光学设计形成的透镜组将白光光源发出的多色平行光进行光谱分光,形成一系列波长不同的单色光,同时再将其同轴聚焦,由此在有效量程范围内形成了一个焦点组,每一个焦点的单色光波长都对应着一个轴向位置。测量时通过光谱仪分析光谱峰值结合峰值提取算法从而确定被测点的高度位置信息。
那么光谱共焦是如何测量表面粗糙度的呢?
(1)待测工件定位。将待测工件平稳置于坐标测量机测量平台上,调用标准红宝石测针测量其空间位置和姿态,为按测量工艺要求确定测量位置提供数据。
(2)轮廓扫描。测量机测量臂更换挂载光谱共焦传感器的光学探头,驱动探头运动至工件测量位置,调整光源光强、光谱仪曝光时间和采集频率等参数以保证传感器处于较好的工作状态,编辑扫描步距、速度等运动参数后启动轮廓扫描测量,并在上位机上同步记录扫描过程中的横向坐标和传感器高度信息,映射成为测量区域的二维微观轮廓。
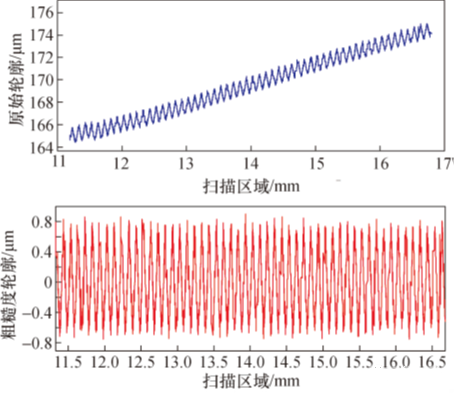
(3)表面粗糙度计算与评价。将扫描获取的二维微观轮廓数据输入到轮廓处理算法内进行计算,按照有关国际标准选择合适的截止波长,按高斯轮廓滤波方法对原始轮廓进行滤波处理,得到其表面粗糙度轮廓,并计算出粗糙度轮廓的评价中线,再按照表面粗糙度的相关评价指标的计算方法得出测量结果,最后得到被测工件的表面粗糙度信息。
对工件微观轮廓的扫描和表面粗糙度测量,需在同一平台上协调控制扫描执行器和位移传感器。
基于USB通讯接口和协议,在上位机LabVIEW开发环境下进行了测头传感器和运动机构的通讯、控制、调节和数据流传输等功能的二次开发,形成了较为完善的测量系统硬件通讯控制架构,主体系统控制结构如图下所示。
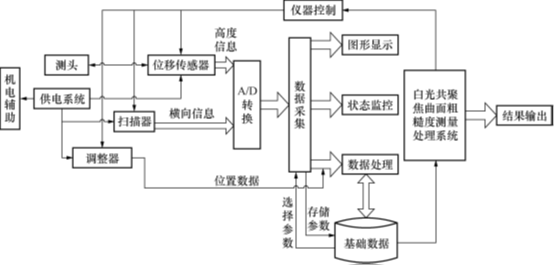
系统控制结构图
为了方便使用和测量,为控制系统开发了人机交互较为便捷的界面窗口,见下图,可方便的调控传感器相关参数指标,并预览扫描过程中的轮廓信息。还可以预设和编辑扫描运动策略,调整存储数据的名称等功能,并额外的增加了光谱信号展示、集成轮廓滤波与评价方法等功能,可以实现扫描测量后及时的数据输出。

图5表面粗糙度测量系统控制前面板
经过前面的准备调试,就得出了最后的轮廓(如下图):
通过立仪科技小编的介绍,相信大家对光谱共焦是如何表面粗糙度测量有了个大概的了解,立仪光谱共焦位移传感器广泛应用于3D玻璃测量、LTCC测厚、螺纹孔测深、胶水测厚方面累积了丰富的经验,3D玻璃测量包括光学镜头厚度、各种透明玻璃厚度、手机玻璃测厚、显示屏厚度测量等;LTCC测厚涵盖晶圆形貌测量、手机金属件台阶高度测量、银浆厚度测量以及新能源电池极片测厚等;更多咨询欢迎关注立仪科技。



